Electrical Engineers can do anything.
The opportunities are endless!
An experience that gives you the tools to change the world.
What is Electrical Engineering?
Imagine a world where humans have established a base station on the moon and launched a mission to Mars. Think of a place where renewable energy sources supply most of our electric power needs and electric vehicles roam the roads. Picture a future where 6G communication make digital transmission of data faster, where new electrical materials increase the resolution of smartphone cameras, and wearable electronics monitor our health condition in real-time. As an electrical engineer, you will be empowered to make these visions reality.
Student to Faculty Ratio
Average starting salary for our undergraduates in a full time engineering position
Graduate School & Employment Placement Rate
Leading Research Centers
Annual Research Funding per Faculty
Number of Jobs in 2021
Degrees Offered
What areas can I study?
Electrical engineering is a diverse field that embraces many specialty areas.
Experience hands-on, active learning in the following areas.
![]() EXPLORE EACH AREA
EXPLORE EACH AREA
EXPLORE EACH AREA USING THE DROPDOWN![]()
Overview
Below is an overview of each of the specialty areas of study.
Click on the individual area tabs to explore each area in depth.
Designing biomedical instruments, such as MRI (magnetic resonance imaging) machines; collecting, processing and analyzing biomedical signals; develop biomedical devices, such as pace makers.

Biomedical
Designing telecommunication systems such as next generation cell phone systems; developing wireless networks for various applications, such wireless sensor networks, vehicular networks, and unmanned aerial vehicle networks.

Communications
Designing integrated circuits (ICs) for computers and other digital systems, such as cell phones, space shuttle controllers, industrial automation systems, etc.

Computers & Digital Circuit Design
A system of devices that manages, commands, directs, or regulates the behavior of other devices to achieve desired results. It can be used to control the operations of a wide range of systems in various scales, such as power grids, industrial automation system, autonomous driving, guided missiles, etc.

Control Systems
Analyzing, modifying, and synthesizing signals such as sound, images by using statistical methods or artificial intelligence. It has wide range of applications such as image processing, cancer detection, power grid cybersecurity, audio signal synthesis, etc.

Digital Signal Processing/Artificial Intelligence
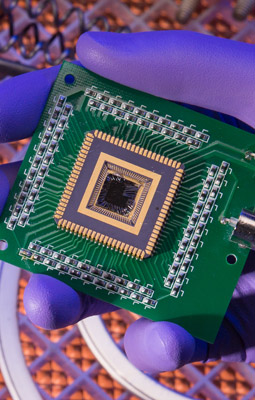
The design and production of enclosures for electronic devices ranging from individual semiconductor devices up to complete systems such as a mainframe computer.

Electronic Packaging
Designing and fabricating microscopic electronic and photonic devices on the scale of micrometer or nanometers. It is one of the most in-demand field of electronics because of the ever-increasing demand for inexpensive and lightweight equipment.
Micro-Electronics/Photonics
Developing devices and systems for radio frequency (RF), microwave, and Terahertz applications, such as antennas, biomedical imaging, radars, space and environment sensing, telecommunications, etc.

RF, Microwaves, and Terahertz
An integrated circuit (IC) is a small chip consisting of a large number of microscopic semiconductor devices. It is used in almost all modern electronic systems, such as computers, cell phones, appliances, instruments, land/air/space vehicles, etc.
Semiconductor Devices & Integrated Circuits
Biomedical
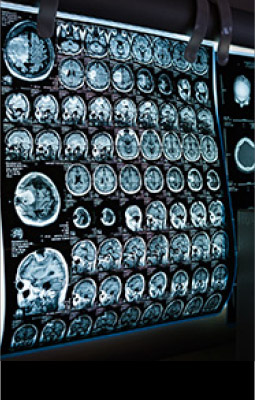
Medical Imaging

Neural and Brain Interfaces

Micro-electromechanical (MEMs) Systems
Communications

Wireless Communications
Optical Communications

Design of Internet Routers

Design of Internet Protocols
Radio and Television
Computer & Digital Circuit Design

Stand Alone Computers

Embedded Computers
Most Other Electronic Devices
Control Systems
Airplane Autopilots

Stability Control in Automobiles

Image Stabilization

Autofocusing of Cameras

Position Control in Robotics and other Industrial Equipment
Chemical Plants
Digital Signal Processing/Artificial Intelligence

Reading Print and Handwriting
Speech Recognition
Biotechnology

Robotics

Autonomous Vehicles

Airplane Autopilots

Better Factory Automation
Anti-Terrorism

Internet Search Engines
Internet Routers

Understanding How the Human Brain Works
Electronic Packaging

Portable electronic devices like cell phones and iPods need to be as small as possible for convenience. In order to obtain high performance, a large amount of complex circuitry must be put into a very small package. Most of the circuitry in such devices consist of integrated circuit chips connected together by nearly microscopic metal film wires. Electronic packaging is the art of packing as many integrated circuit chips as possible into a very small package and wiring them together. In addition to saving space, packing chips close together inside a single package can improve performance by increasing speed and decreasing interference. The High-Density Electronics Center (HiDEC) at the University of Arkansas is devoted to research in electronic packaging.
Micro-Electronics / Photonics
Micro-Electronics/Photonics (MicroEP) is a joint program between Electrical Engineering and the Physics Department. As the name suggests, this program emphasizes microelectronics and optical electronics. It also has a fairly strong emphasis on engineering management. MicroEP offers an undergraduate minor, and at the graduate level it offers M.S. and Ph.D. degrees.
Power Systems

Design of Power Distribution Networks

Design of Power Electronic Interfaces

Design of Motors and Generators
RF, Microwaves, & Terahertz

Radar
Cell Phones and Wireless Internet
Antennas
Medical Imaging
Semiconductor Devices & Integrated Circuits

Processing
Chip Design
Career Outlook
Electrical Engineers can do anything from developing new integrated circuits to helping a medical team create new devices to help save lives!
What You Can Do
- Aerospace engineer
- Automotive engineer
- Controls engineer
- Design computer chips
- Design medical instruments
- Embedded system engineer
- Power Plant Designer
- Substation Engineer
- Engineering Manager
- Power Electronics Designer
- Semiconductor engineer
- Wireless communication engineer
Industries You Can Work In
- Renewable and clean energy
- Electric vehicles (land, ocean, space)
- Robotics and automation
- Smart phones and communication networks
- Smart Grid
- Nanotechnology & optoelectronics
Graduate School & Employment Placement Rate
2021 Median Wage for Electrical Engineers*
Number of Jobs, 2021*
Research Resources
Research Centers
Explore Other Research Resources
Department News

Electrical engineering professor Magda El-Shenawee’s effort to develop a more accurate and less-invasive method for detecting breast cancer will benefit from a $424,545 grant from the National Institutes of Health.

Mantooth Named to Arkansas Future Mobility Advisory Council. "We are here today to take a step into the future of mobility," which will "impact the options in transportation and supply chain deliveries for generations to come."

Dereje Woldegiorgis and Yuqi Wei, earned best presentations at the Applied Power Electronics Conference. Woldegiorgis won for his presentation "Simple Carrier Based Capacitor Voltage Balancing Technique for Three-Level Voltage Source Inverters." Wei won two awards for presentations titled "A Fast and Accurate Simulation Tool for LLC Converters" and "A Family of LLC Converters with Magnetic Control."
Myths About Electrical Engineering